
- · 240x100小口径方矩管——鞍山45#无缝方管规格齐全质量好
- · 宝丰半挂车小货车拉货大货车拉货六米八高栏出租
- · Js防水涂料塑料袋
- · jt02-3c2500预铺反粘防水卷材
- · 2025**贵州黔东台江配电室防静电砂浆厂家
- · 轧三朔州材质Q345E方管尖角方管140x90x5方管
- · 湖北80B50合金钢圆棒厂家
- · 2024欢迎访问##凉山SEC-I2F7直流电流变送器价格
- · 300*310*6尖角方矩管 泰岳 博尔塔拉Q355B无缝方管建筑幕墙用
- · 陆川县电梯 陆川县座椅式电梯生产厂家生产厂家-6分钟前更新
- · 2025建材中心重庆黔江丙乳防水防腐砂浆厂家
- · 高埗镇电梯 高埗镇电梯别墅电梯报价 股份集团
- · WC3/25-HB-FV耐高温补偿导线图片
- · 乐山市井研县潜水 施工团队
- · 犍为县变压器厂 犍为县干式变压器 犍为县电力变压器 scb13干式变压器能效等级
- · 210*230*14直角方矩管##玉林Q355B无缝方管加工切割
- · 葫芦岛SCM420H合金钢诚信商家
- · 宝丰全顺小货车拉货市大货车出租拉货
- · 400克丙纶防水卷材厚度
- · 2025建材中心山西长治壶关配电室防静电砂浆
- · 石家庄Q235B无缝方管 160x160薄壁方矩管切割零售泰岳一支起订
- · k11防水涂料采购
- · 2025推荐——贵州黔东岑巩NFJ金属防静电不发耐磨地面材料<按口碑排名>
- · 黄山SMn420H合金钢圆棒供应商
晋城材质Q345E方管焊接方管160x90x6方矩管
晋城材质Q345E方管焊接方管160x90x6方矩管


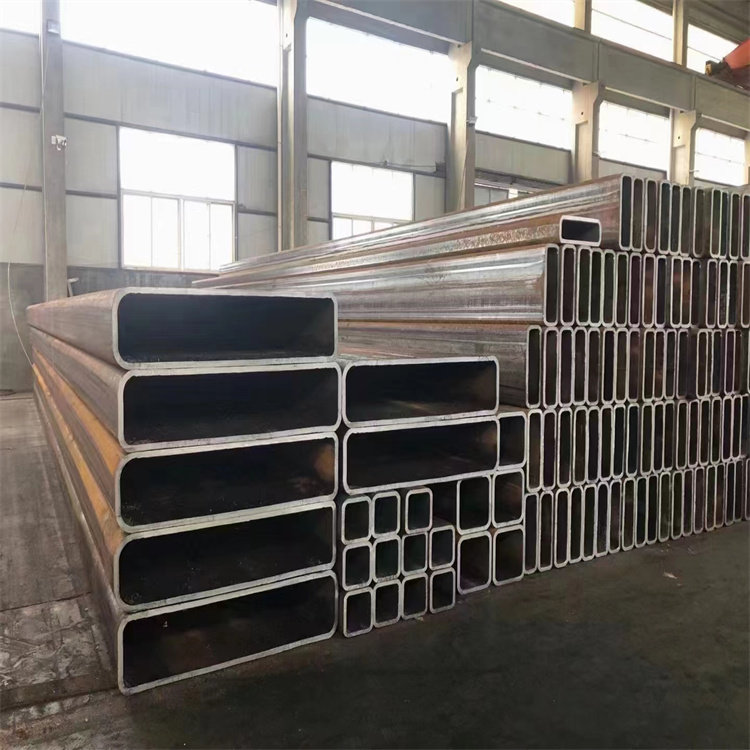

山东轧三特钢有限公司专业生产销大口径方管、16Mn厚壁方管、Q345B方管、镀锌方管生产厂家、镀锌方管厂、热镀锌方管生产厂家、大口径方管生产厂家、大邱庄方管生产厂家、Q345B方管、方矩管、方管价格、无缝 方管、大口径方管、焊接方管、镀锌方管、矩形管厂家、16Mn方管、方管生产厂家管、,q235b方管、q345b矩管等产品。现又增加特大型600*600*30mm方管生 *800mm,壁厚20-30mm,可生产焊接方矩形钢管、无缝方矩形钢管、不锈钢方矩形钢管及非标方矩形钢管,承揽三角形、八棱形、椭圆形钢管。严格按照国标GB/T6728-2002、美标ASTM A500 标准要求。新增设分厂,生产和销镀锌带方管、圆管;温室大棚 管;自行车管等;年生产能力10万吨。 产品广泛用于水暖用管、大棚用管、穿线管、家具用管、自行车管、体育器材等,产品凭借可靠的质量、精外观,深受广大新老客户的青睐。
晋城材质Q345E方管焊接方管160x90x6方矩管PVC-U排水管的流速不宜低于.6m/s。管子埋入地下椭圆变形对流量的影响可忽略不计,按管道允许直径变形率5%计算,对流量的减少仅.6%,影响甚微。管道强度计算PVC-U管系按柔性管的理论,靠管同工作来承受荷载。管周两侧的土体承受了大部分荷载,柔性管仅承受一小部分。对重力流管道,管子的安全使用状态实际上是以变形控制,欧美等国对重力流管通常只计算管子的变形。日本下水道协会标准JSWASK-1依图2定的荷载图形按下式计算管子的环向应力:σ=M/W=(r2/W)(K1P1+K2P2)式中:σ为管壁的环向弯曲应力;M为管壁上的弯矩;r为管子的平均半径;W为管壁的截面模量;K1为管道竖向静土压力作用的弯矩系数;K2为管道在地面活荷载作用下的弯矩系数;P1为作用在管顶的静土压力;P2为作用在管顶的活荷载。
根据尺寸分析,深圆锥形管的锥度分别为1:21:31:59.2,均为小锥角,可按三种标准锥度进行成形。深圆锥形管的长度L与大端内孔直径d之比的相对高度H在6~1范围内。这种深圆锥形管成形有一定难度,且市场上无相应圆锥厚壁无缝钢管供货。圆锥形管件成形工艺根据圆锥形管的形面生成原理,深圆锥形管件的成形工艺方法有:1.2.1机械切削成形选用厚壁圆柱无缝钢管为毛坯,钢管内径按圆锥形管小端内孔直径d一1来选择,圆柱钢管外径按圆锥形管大端外径D+1选择。
公司注重基础管理,建有企业管理网络,工作现场实现定置管理,物流实现ABC管理,公司内部实行计算机信息化,生产技术进行微机管理,产品发工艺采用CAD、CAPP技术,公司不断坚持新产品研发和研制,投入技改资金,完善产品发,满足用户的不同需求。......
方矩管经湖南省水力机械质监授权站检测,DN2多功能水泵控制阀阻力系数约为3.8,而同规格管道的旋启式止回阀阻力系数值为5.5。片的设计膜片的质量是直接影响阀门使用效果和使用寿命的关键部件,经过多种筛选,选用了氯丁橡胶为原材料,中间用尼龙纤维网进行加强;经湖南省橡胶质监授权站检测,疲劳弯曲65万次无破裂,可使用1年以上。修无其它外加液压或电动元件,基本无需维修,且采用宽型阀盖,可将阀内部件全部取出,维修方便。
操作方法:将电源与电焊机和控制器,焊Ⅰ焊Ⅱ焊接电缆和控制电缆,按图联接好。调整电焊机电流调节装置,使其为所需数值。将控制箱电源关置于“”的位置,电源指示灯亮,调节时间电位器旋钮至所需位置上,调整时间电位器方法是:按下焊上“”的按钮(焊只接控制电缆,不接焊接电缆),始计时,到焊仪表壳上的红指示灯熄灭止,看这段时间是否符合所需数值,如不符合反复调几次,直到调准为止,再按下焊上“关”的按钮。